將已電鍍前處理的工件放入電鍍滾桶,浸泡並滾動。
主要處理體積較小的工件,如緊固件。
鋅表面處理有穩定的耐蝕性、鍍層厚度波動小。
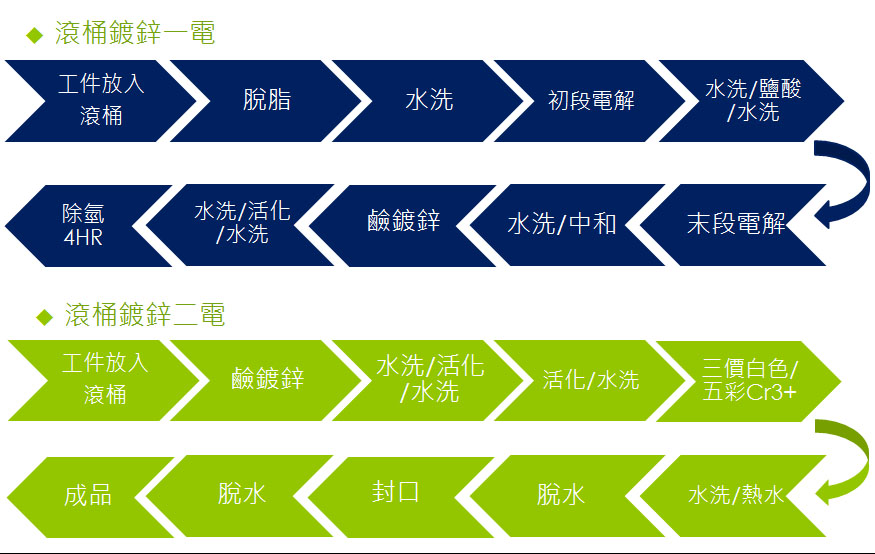
製程:
1. 工件放入滾桶一電→脫脂→水洗→初段電解→水洗→鹽酸→水洗→末段電解→ 水洗→中和→鹼鍍鋅→水洗→活化→水洗→除氫4HR
2. 工件放入滾桶二電x→鹼鍍鋅→水洗→活化→水洗→活化→水洗→ 三價白色Cr3+/三價五彩Cr3+→水洗→熱水→脫水→封口→ 脫水→成品


 目前位置: 首頁 > 服務介紹 > 滾桶電鍍 > 滾桶鍍鋅
目前位置: 首頁 > 服務介紹 > 滾桶電鍍 > 滾桶鍍鋅